Ako správne vyhotoviť závit
Závitovanie je zvyčajne jedna z posledných operácii v procese opracovania obrobku. Chyby vzniknuté pri procese závitovania môžu mať za následok ďalšie náklady spojené nielen s poškodeným závitníkom, ale často s materiálom obrobku, ako aj s procesmi pred závitovaním. Aby sa zabránilo týmto problémom odporúčame Vám prečítať a aplikovať odporúčania týkajúce sa procesu závitovania.
Proces závitovania
| 1.) Vŕtanie | |
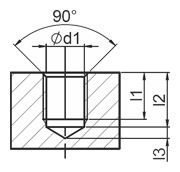 |
Priemer vrtáka by mal byť zhodný s odporúčanými hodnotami zobrazenými na kalatógovom liste použitého nástroja. V prípade materiálov s Rm > 1200 MPa, priemer otvoru môže byť blízko horného limitu tolerancie. V prípade slepých otvorov, na dosiahnutie požadovanej použiteľnej dĺžky závitu, pri hĺbke vŕtaného otvoru by sa mala zohľadniť dĺžka špičky vrtáka, dĺžka kužeľu závitníka a zrazenie. |
| 2.) Zrazenie hrany otvoru | |
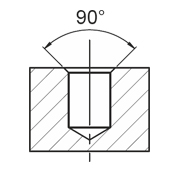 |
Pre uľahčenie vstupu závitníka do otvoru a zníženie odporu na začiatku pracovania, hrany vyvŕtaného otvoru by mali byť zrazené odihľovacím nástrojom s uhlom špičky 90 |
| 3.) Kontrola otvoru pre závitovanie | |
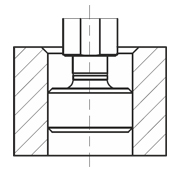 |
Pri rezaní závitu so závitníkom, malý priemer závisí od priemeru vyvŕtaného otvoru. Korektnosť vyvŕtaného otvoru by mala byť kontrolovaná kalibrom pre závitované otvory podľa odporúčania obsiahnutom v technickej sekcii ku kalibrom. |
| 4.) Závitovanie | |
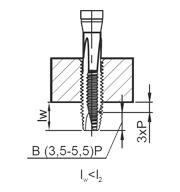 |
Pri závitovaní priechodzieho otvoru s použitím závitníka s lamačom, Veľkú pozornosť musíme venovať vtedy keď odstraňujeme závitník z otvoru. Pre správne narezanie závitu a odvod triesky, výbeh závitníka z otvoru by mal zahŕňať celkovú dĺžku lamača + 3xP ( stúpanie závitu ) |
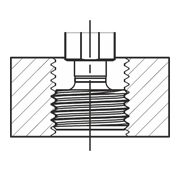
| Pri závitovaní slepých otvorov, by nemalo dôjsť ku kolízii medzi čelom závitníka a dnom otvoru. | |
 |
V prípade číselne riadených strojov so synchrónnym závitovým cyklom. je odporúčané použiť uchytenie s minimálnou axiálnou kompenzáciou |
| Použité rezné rýchlosti by malo byť vzaté do úvahy ako sú obrobok a závitník uchytené, typ opracovávaného materiálu, typ a stav stroja a podmienky mazania závitníka. | |
| 5.) Kontrola závitu | |
 |
Po kompletnom dokončení závitovania, by mal byť skontrolovaný závitovým kalibrom v súlade s odporúčaniami obsiahnutými v technickej sekcii prislúchajúcej kalibrom |












