Obrážanie Integi
13. 01. 2021
Zamýšľali ste sa už niekedy nad tým, ako by ste dokázali vyrobiť vnútorný šesťhran?Že je možné ho produkovať aj na sústruhu či fréze a nie len pomocou hĺbičky alebo lisu?
V dnešnom príspevku sa pozrieme na zaujímavý spôsob produkcie už spomínaného šesťhranu. Ako príklad si uvedieme nástroje POLIPROFILE od spoločnosti INTEGI, ktorú poznáte už z predošlého príspevku.
Rotačné obrážanie je jednoduchý, rýchly a ekonomický systém na obrábanie vnútorných tvarov ako štvorec, šesťuholník, torx a to v najrôznejších materiáloch.
Princíp je jednoduchý. Os nástroja sa odchyľuje o 1 ° od osi otáčania obrobku.Tento rozdiel v uhle spôsobí, že sa vykoná oscilačný pohyb, ktorý oddeľuje materiál a produkuje tak presný profil použitého nástroja.
Nástroj má sklon 1.5 °, čiže obrába len čelná hrana nástroja.
Výhody rotačného obrážania sú:
- Mimoriadna rýchlosť a presnosť
- Skracuje sa čas obrábania
- Nie sú potrebné žiadne sekundárne operácie
- Vynikajúca kvalita obrobeného povrchu
Rotačné obrážanie umožňuje v mnohých prípadoch produkciu profilov na sústruhoch, obrábacích centrách alebo vŕtačkách. Taktiež nahrádza elektrické hĺbičky a lisy, tým pádom sa znižujú aj výrobné náklady spojené s produkciou požadovaných profilov.
Príprava obrobku na vnútorné obrážanie profilu
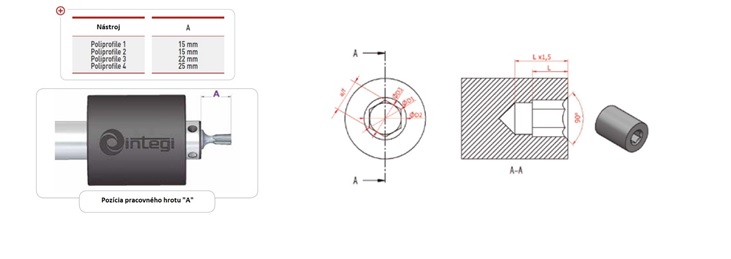
Pre vykonanie rotačného obrážania je potrebné zvoliť typ hrotu (profilu), ktorý chceme vyrobiť na obrobku.
Je dôležité dodržať nasledovné odporúčania:
- Hrot umiestnite do nástroja (Poliprofile) a uistite sa, že je správne upnutý a vycentrovaný pomocou indikátora.
- Vyvŕtajte otvor s priemerom rovnakým alebo o niečo väčším ako je minimálny priemer zvoleného profilu. V prípade šesťhranného alebo štvorhranného profilu musí byť otvor rovnaký alebo väčší ako vzdialenosť medzi A/F (viď. obrázok).
- Predvŕtaný otvor musí byť 1,5 krát hlbší ako je požadovaná hĺbka profilu (L), aby bol zabezpečený priestor pre vyprodukovanú triesku a nedošlo tak k jej nahromadeniu a k poškodeniu hrotu.
- Vytvorte 90° zrazenie pre ideálne zabezpečenie vstupu hrotu do otvoru. Maximálny priemer zrazenia D2 musí byť rovnaký alebo väčší ako opísaný priemer D1 zvoleného profilu. V prípade šesťhranných a štvorhranných profilov priemer zrazenia D2 musí byť rovnaký alebo väčší ako opísaný priemer profilu, priemer D1.
- Maximálna odporúčaná hĺbka produkovaného profilu, by nemala presiahnuť 1,5 násobok vnútorného priemeru daného profilu D3.
Rýchlosti a posuvy
Rýchlosť otáčania nemá až tak veľký význam, pretože hrot sa otáča zároveň s obrobkom. Avšak začiatok obrážania na vysokých otáčkach môže pootočiť materiál a može tak dôjsť k poškodeniu hrotu.
Otáčky, posuvy sú závislé od niekoľkých faktorov, ktorými sú veľkosť profilu, materiál a taktiež aj priemer predvŕtaného otvoru. Odporúčame pracovať medzi 500-1000 ot./min. a pri posuve 0,05 – 0,1 mm/ot.
Pri vysokých posuvoch má materiál skôr tendenciu sa trhať ako rezať, čo spôsobuje nekvalitný povrch a rýchlejšie opotrebenie nástroja.
Pri začatí obrážania je dobré zachovať nižšie otáčky až pokým sa hrot nedotkne zrazenia na otvore obrobku a nezačnú rotovať súčasne. Tým zabránime styku obrobku vo vysokej rýchlosti a aj poškodeniu hrán hrotu. Keď začnú obrobok a nástroj rotovať súčasne, môžeme zvýšiť otáčky na odporúčanú hodnotu. Nikdy nevychádzajte z obrobku vysokým posuvom. Namiesto toho vychádzajte takým posuvom, akým ste vošli do otvoru.












